1. Confirm the closure type
“Screw capper” can cover standard threaded caps, pump caps, trigger caps, spray caps and other closures with a threaded component. Each closure type may need different tooling, guide rails, chucks, grippers or cap presentation equipment.
2. Decide the output target
For start-up and batch production, a semi automatic screw capper may be the most cost-effective choice. For regular production where operator loading becomes a bottleneck, compact inline or automatic cappers usually make more sense. Higher-output bottle lines may require belt / spindle capping with controlled cap feed.
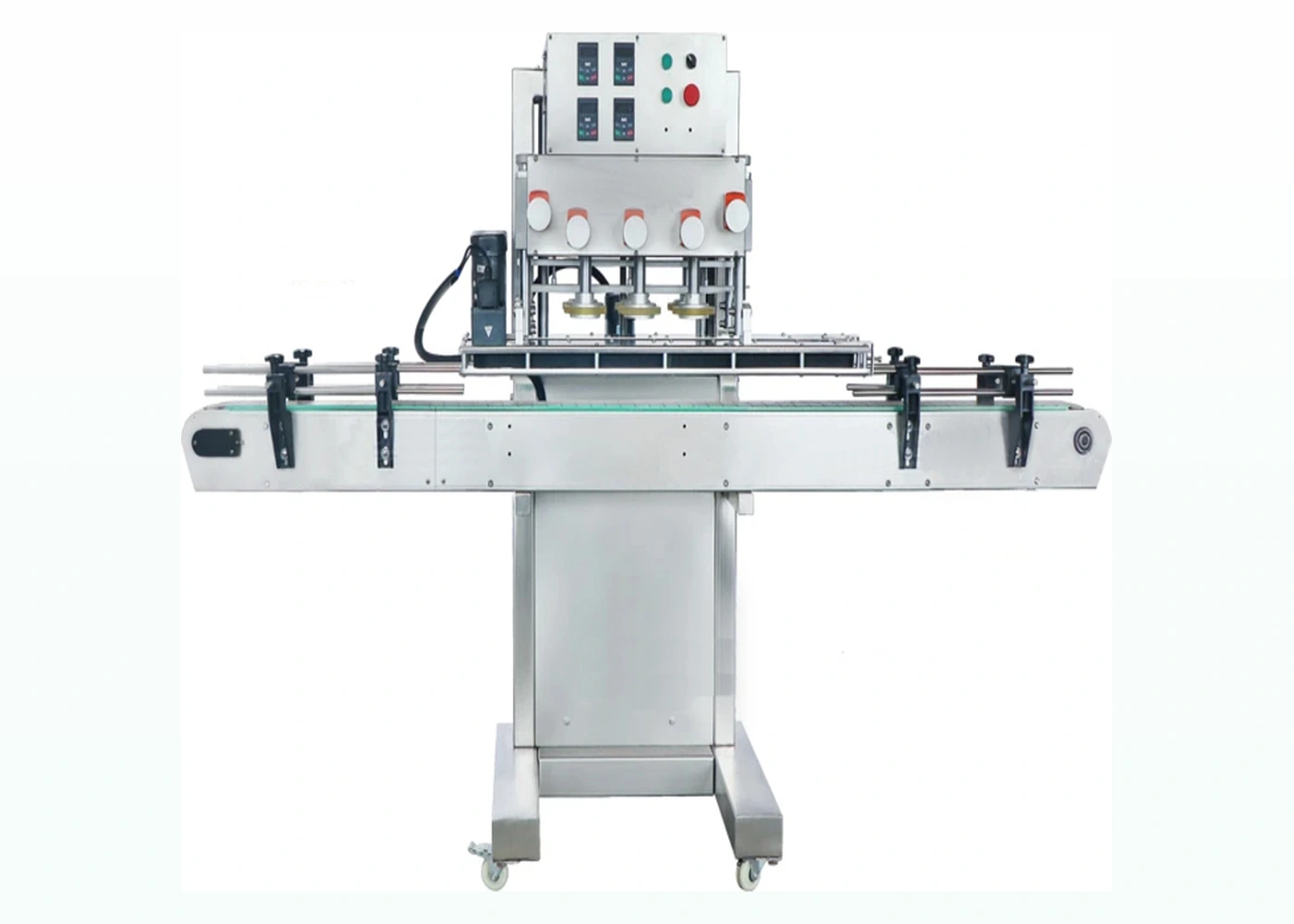
3. Plan cap feeding early
Cap feeding is one of the most important parts of automatic capping. If caps do not orient reliably, the whole line speed suffers. Options include operator placement, vibratory bowl feeding, cap elevator feeding and bespoke presentation methods for difficult closures.
4. Define torque and bottle stability
Torque needs to be high enough for the pack to be secure, but not so high that it damages threads, liners or bottles. Lightweight containers, tall bottles and unstable shapes may need stronger clamping or side belts during application.
5. Prepare your quote brief
A strong enquiry should include bottle dimensions, cap dimensions, sample photos, target output, preferred automation level, available utilities, line layout and any existing filling or labelling machinery that the capper must connect to.
Quick recommendation
Ask Lancing UK to review your real bottle and cap samples before choosing a machine. The best route is often decided by practical product handling rather than catalogue speed alone.